بررسی انواع تکنولوژی پرینتر های سه بعدی:
پرینت سه بعدی شامل چندین فناوری برای ساخت قطعات و نمونه ها می باشد. که هریک از نظر شکل دادن به قطعات پلاستیکی و فلزی متفاوت هستند و میتوانند در انتخاب مواد،سطح، دوام، سرعت و هزینه تولید متفاوت باشند. در ابتدا برای ارزیابی، تعیین و انتخاب اینکه چه فناوری نیازهای مصرف کنندگان را برآورده میکند به پنج معیار اصلی اشاره میکنیم:
- بودجه
- الزامات مکانیکی
- ظاهر آرایشی
- انتخاب مواد
- هندسه
میتوان گفت که پرینت سه بعدی بیشتر برای نمونه سازی استفاده میشود. توانایی آن در تولید سریع یک قطعه، توسعه دهندگان محصول را قادر میسازد تا ایدهها را به روشی مقرون به صرفه تایید و به اشتراک بگذارند. تعیین هدف نمونه اولیه شما نشان میدهد که کدام فناوری پرینت سه بعدی بیشترین سود را خواهد داشت. تولید مواد افزودنی میتواند برای طیف وسیعی از نمونه های اولیه که از مدل های فیزیکی ساده گرفته تا قطعات مورد استفاده که برای آزمایش عملکرد مناسبی دارند، مفید باشد.
انواع مختلفی از پرینت سه بعدی وجود دارد که عبارتند از:
- مدل سازی رسوبی_تلفیقی (FDM)
- تفکیک لیزری انتخابی (SLS)
- سنگ استریولیتوگرافی (SLA)
- فرایند نور دیجیتال (DLP)
- ماسک استریولیتوگرافی (MSLA)
- Multi Jet (MJ)
- قطره روی سطح (DOD)
- شن و ماسه اتصال جوش(SBJ)
- جوشکاری اتصال دهنده فلزی(MBJ)
- پخت مستقیم لیزر فلزی (DMLS)
- پخت انتخابی لیزر فلزی (SLM)
- ذوب پرتو الکترون (EBM)
انتخاب فرآیند پرینت سه بعدی مناسب برای برنامه شما مستلزم درک نقاط قوت و ضعف هر فرآیند و در نظر گرفتن نیازها برای توسعه محصول شما است.
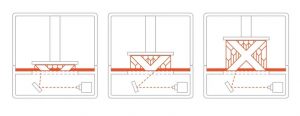
فرآیند پرینت Material Extrusion
-
FDM
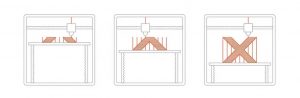
Material Extrusion یک فناوری رایج پرینت سه بعدی رومیزی برای قطعات پلاستیکی است. انواع رایج این فناوری، مدل سازی رسوبی_تلفیقی(FDM) است. یک پرینتر FDM با اکسترود کردن یک لایه پلاستیکی به صورت لایه به لایه بر روی پلتفرم ساخت عمل میکند.
مواد: رشته ترموپلاستیک
(PLA ، ABS ، PET ، PETG ، TPU)
دقت ابعادی: ± 0.5 mm
کاربردهای متداول: محفظه های برقی،آزمایشات فرم گیری و تناسب، مدل ریخته گری، نمونه قطعات محصول قالب های تزریق پلاستیک، قالب های اولیه شمع و سیلیکون
نقاط قوت:دارای بهترین سطح،رنگ کامل
نقاط ضعف: شکننده،برای قطعات مکانیکی پایدار نیست.
Material Extrusionیک فرایند پرینت سه بعدی است که در آن یک رشته از مواد ترموپلاستیک جامد از طریق یک نازل گرم شده،فشار داده می شود و در این فرآیند ذوب می شود. پرینتر مواد را بر روی یک سکوی ساخت در امتداد یک مسیر از پیش تعیین شده ذخیره می کند جایی که رشته خنک و جامد میشود و در انتها یک جسم جامد را تشکیل می دهد.
این یک روش مقرون به صرفه و سریع برای تولید مدل های فیزیکی است. مواردی وجود دارد که می توان از FDM برای آزمایش عملکرد استفاده کرد. اما به دلیل قطعاتی که سطح آنها نسبتاً خشن و فاقد استحکام هستند این فناوری محدود است.
از زمان اختراع FDM در اواخر دهه 1980 و تجاری سازی در دهه 1990 توسط Stratasys ،پرینترهای سه بعدی FDM پیشرفت کرده است. کوچکتر و مقرون به صرفه تر شده اند.اکنون می توانید یک پرینتر سه بعدی FDM رومیزی را فقط با چند صد دلار خریداری کنید.
چهار نوع مختلف پرینتر سه بعدی FDM وجود دارد که عبارتند از:
- دکارتی
- دلتا
- قطبی
- اسکارا
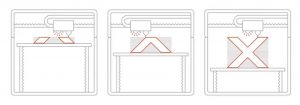
فرآیند پرینت Powder Bed Fusion (Polymers)
-
SLS
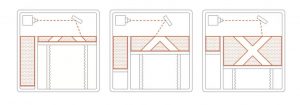
پودر بستر،یکی دیگر از انواع پرینتر سه بعدی است که در آن یک منبع انرژی حرارتی به صورت انتخابی باعث ایجاد همجوشی بین ذرات پودرداخل محوطه ساخت و ایجاد یک جسم جامد می شود. ایجاد یک شیء با فناوری پودر همجوشی و پودر پلیمری عموماً به عنوان تفکیک لیزری انتخابی (SLS) شناخته می شود.
مواد: پودر ترموپلاستیک
(نایلون 6 ، نایلون 11 ، نایلون 12)
دقت ابعادی: ± 0.3 میلیمتر
کاربردهای متداول: تولید قطعات کاربردی،طرح های توخالی
نقاط قوت: خواص مکانیکی عالی،هندسه های پیچیده
نقاط ضعف: مدت زمان طولانی تر
مخترع و معلم آمریکایی به نام دکتر کارل دکارد،فناوری SLS را در اواسط دهه 1980 توسعه و آن را به ثبت رسانید. این یک روش پرینت سه بعدی است که از لیزرهای CO2 با قدرت بالا برای ذوب همه ی ذرات استفاده می کند. ابتدا یک پرتو لیزر CO2 شروع به اسکن سطح می کند. هنگامی که کل سطح مقطع اسکن میشود،پلتفرم ساخت به ارتفاع یک لایه به سمت پایین حرکت می کند. تیغه روکش مجدد یک لایه تازه از پودر را بر روی لایه ی اخیراً اسکن شده قرار می دهد و لیزر سطح مقطع بعدی جسم را بر روی سطح مقطع از قبل جامد شده متخلخل می کند. سپس لیزر پودر را بصورت انتخابی متخلخل کرده و مقطعی از جسم را محکم می کند.این یک فرایندی است که هر بار یک لایه را تکرار می کند تا به ارتفاع جسم برسد. بستر با هر بار اسکن لیزری پی در پی کاهش می یابد. این مراحل تا زمانی که تمام اجسام به طور کامل ساخته شوند ، تکرار می شوند.
در طول فرآیند ساخت پودرهای دیگری که مدل را احاطه کرده اند از جسم محافظت و پشتیبانی میکنند. این بدان معناست که اجسام سه بعدی در حین ساخت نیازی به ساختارهای پشتیبانی ندارند. به اینگونه،پودری که متخلخل نشده است برای حمایت از جسمی که در داخل خود دارد،باقی می ماند و این امر نیاز به سازه های نگهدارنده را برطرف می کند. پس از پرینت شخصی پودرهای بدون پخت را به صورت دستی حذف می کند. SLS قطعات با دوام و با دقت بالا تولید می کند و می تواند از طیف وسیعی از مواد استفاده کند.
SLS از نظر سرعت و کیفیت کاملاً شبیه به فناوری SLA است اما تفاوت اصلی آنها در موادشان است،زیرا SLS از مواد پودری استفاده می کند در حالی که SLA از رزین های مایع استفاده می کند.
فرآیند پرینت Vat Polymerization
-
SLA
-
DL
-
MSLA
Vat Polymerization یک فرایند پرینت سه بعدی است که در آن یک منبع نور رزین فتوپلیمر را در مخزن به طور انتخابی پخت می کند. سه نوع رایج پلیمریزاسیون vat عبارتند از استریولیتوگرافی (SLA)، پردازش مستقیم نور (DLP) و ماسک استریولیتوگرافی (MSLA). تفاوت اساسی بین این نوع فناوری های پرینت سه بعدی،منبع نوری است که آنها برای پخت رزین استفاده می کنند.
مواد: رزین فتوپلیمر
(استاندارد ، قابل ریخته گری ، شفاف ، درجه حرارت بالا)
دقت ابعادی: ± 0.5 میلیمتر
کاربردهای متداول: قالب تزریقی،جواهرات،کاربردهای دندانپزشکی،سمعک
نقاط قوت: پایان سطح صاف،نمایش جزئیات خوب
نقاط ضعف: شکننده،برای قطعات مکانیکی مناسب نیست
SLA توسط چاک هال در سال 1986 اختراع شد و ثبت اختراع این فناوری را نیز انجام داد و شرکت را برای تجاری سازی آن تاسیس کرد. در پرینتر SLA از آینه هایی بنام گالوانومتر یا گالووس استفاده می شود که یکی در محور X و دیگری در محور Y قرار گرفته است. این گالوها به سرعت یک پرتو،لیزر را روی یک مخزن رزین هدف قرار می دهند و به طور انتخابی سطح مقطع جسم را در داخل دستگاه،پخته و جامد می کنند و لایه به لایه آن را می سازند.
SLA یک فرایند نمونه سازی سریع است. کسانی که از این فناوری استفاده می کنند در مورد صحت و دقت جدی هستند. SLA می تواند اشیاء را از داده های سه بعدی(تولید شده توسط کامپیوتر) تنها در چند ساعت تولید کند.
این یک فرایند پرینت سه بعدی است که به دلیل جزئیات و دقت بالا بسیار محبوب است. پلاستیک ابتدا گرم می شود تا به حالت نیمه مایع تبدیل شود و سپس در تماس سخت می شود. پرینتر هر یک از این لایه ها را با استفاده از لیزر ماوراء بنفش که توسط آینه های اسکن X و Y هدایت می شود،می سازد. چرخه پرینت به این ترتیب ادامه می یابد و اشیاء سه بعدی را از پایین به بالا می سازد.
پرینت SLA برای بسیاری از صنایع به یک انتخاب اقتصادی مطلوب تبدیل شده است. برخی از این موارد شامل صنعت خودرو،پزشکی،هوافضا،سرگرمی و همچنین ایجاد محصولات مختلف مصرفی است.
پرینتر های DLP
DLP توسط فردی به نام Larry Hornbeck در سال 1987 ایجاد شد . این دستگاه شبیه به SLA است. تفاوت اصلی این است که DLP از یک پروژکتور نور دیجیتال،برای اسکن یک تصویر از هر لایه به طور همزمان استفاده می کند.
از آنجا که پروژکتور یک صفحه دیجیتالی است،تصویر هر لایه از پیکسل های مربعی تشکیل شده است و در نتیجه یک لایه از بلوک های مستطیلی کوچک به نام voxels تشکیل شده است. اما در پرینترهای SLA که از لیزر نقطه ای استفاده می کنند.
DLP می تواند زمان پرینت سریع تری را در مقایسه با SLA به دست آورد. این به این دلیل است که یک لایه کامل به طور همزمان در معرض دید قرار می گیرد به جای اینکه سطح مقطع را نقطه به نقطه با لیزر ردیابی کند.
منبع نور( UV) با استفاده از صفحه های دیود ساطع کننده نور (LED) یا توسط دستگاه میکروآینه دیجیتال (DMD) به سطح دستگاه هدایت می شود،بر روی رزین تابیده می شود. DMD مجموعه ای از آینه های میکرو است که محل تابش نور را کنترل می کند و الگوی نوری را بر روی سطح ساختمان ایجاد می کند.
رزین پلاستیکی مایع مورد استفاده ی پرینتر،درون یک ظرف رزین شفاف قرار می گیرد. با این حال،یک تفاوت عمده که وجود دارداین است که DLP از منبع نور سنتی تر،معمولاً لامپ های قوس دار استفاده می کند در حالی که SLA از نور ماوراء بنفش استفاده می کند. این فرایند منجر به سرعت پرینت بسیار چشمگیری می شود.هنگامی که نور زیادی وجود دارد رزین سریعتر سفت می شود.
نکته مثبت دیگر برای فناوری پرینت DLP قوی بودنش است و هر بار مدل هایی با وضوح بالا تولید می کند. همچنین با استفاده از مواد ارزان تری حتی برای اجسام پیچیده و با جزئیات،مقرون به صرفه است.
پرینتر های MSLA
MSLA به صورت دیجیتالی نمایش داده میشود و از پیکسل های مربعی تشکیل شده است. اندازه پیکسل عکاسی LCD جزئیات پرینت را مشخص می کند. بنابراین،دقت XY ثابت است و بستگی به میزان زوم/مقیاس گذاری لنز ندارد.تفاوت دیگر بین پرینترهای مبتنی بر DLP و فناوری MSLA این است که دستگاهای که اخیرا تولید شده از آرایه ای از صدها واحد ساطع کننده جداگانه استفاده می کند،نه یک منبع نور ساطع کننده تک نقطه ای. مشابه DLP ،MSLA می تواند در شرایط خاص،زمان پرینت سریع تری را در مقایسه با SLA بدست آورد. این به این دلیل است که یک لایه کامل به طور همزمان در معرض دید قرار می گیرد به جای اینکه سطح مقطع را با نقطه لیزر ردیابی کند.
با توجه به هزینه پایین واحدهای LCD ، MSLA به عنوان فناوری پیشرفته بخش پرینترهای رزینی از انواع پرینتر سه بعدی رومیزی، مقرون به صرفه است.
فرآیند پرینت Material Jetting
-
MJ
-
DOD
Material Jetting یکی دیگر از انواع پرینتر سه بعدی است که در آن قطرات مواد به صورت انتخابی بر روی یک صفحه ساخته شده قرار داده و سفت می شوند. با استفاده از فتوپلیمرها یا قطرات مومی که در معرض نور قرار می گیرند،اجسام بصورت یک لایه در یک زمان ساخته می شوند. Material Jetting اجازه می دهد تا مواد مختلف در یک شی پرینت شوند.دو نوع رایج آن پرتاب مواد (MJ)وقطره روی سطح (DOD)است.در حال حاضر MJ در دسترس تر است.
مواد: رزین فتوپلیمر
(استاندارد ، قابل ریخته گری ، شفاف ، درجه حرارت بالا)
دقت ابعادی: ± 0.1 میلیمتر
کاربردهای متداول: قالبهای تزریق،مدلهای پزشکی،جواهرات
نقاط قوت: بهترین سطح موجود،رنگ کامل
نقاط ضعف: شکننده ، مناسب قطعات مکانیکی نیست
پرینترهای MJ
برخلاف دیگر فناوری های پرینت سه بعدی هیچ مخترعی برای MJ وجود ندارد. در حقیقت،تا زمان های اخیر این بیشتر یک تکنیک بوده تا یک فرایند واقعی پرینت. یکی از کاربردهای این تکنیک،ساخت سازه های پشتیبانی از مواد مختلف به مدل تولید شده است. (MJ) شبیه به یک پرینتر جوهر افشان استاندارد عمل می کند. تفاوت اصلی این است که به جای پرینت یک لایه جوهر،چندین لایه روی یکدیگر ایجاد میشوند تا یک قسمت جامد ایجاد شود.
نازل، صدها قطره ریز فتوپلیمر را پخش می کند و سپس آنها را با استفاده از اشعه ماوراء بنفش (UV) سفت می کند. بعد از این که یک لایه سفت شد،پلتفرم یک ضخامت لایه را پایین می آورد و این روند برای ایجاد یک شیء سه بعدی تکرار می شود.
به جای استفاده از یک نقطه برای دنبال کردن مسیری که سطح مقطع یک لایه را مشخص می کند ، ماشین های Material Jetting ،مواد تشکیل جسم را به شیوه ای سریع و خطی ذخیره می کنند.
پرینتر های DOD
Drop on Demand (DOD) نوعی فناوری پرینت سه بعدی است که از یک جفت جوهر افشان استفاده می کند. یکی مواد تشکیل دهنده ی جسم را که معمولاً یک ماده موم مانند است،ذخیره می کند. دومی برای مواد نگهدارنده محلول استفاده می شود.
همانند انواع معمولی فناوری پرینت سه بعدی،پرینترهای DOD یک مسیر از پیش تعیین شده است که پرتاپ مواد را در نقطه ای دنبال میکند و سطح مقطع یک شیء را لایه به لایه ایجاد می کند.پرینترهای DOD همچنین از دستگاه برش استفاده می کند که پس از ایجاد هر لایه،سطح دستگاه را دور می زند و قبل از شروع لایه بعدی،سطح کاملاً صاف را ایجاد می کند.
پرینترهای DOD معمولاً می توان برای ایجاد الگوهای مناسب برای ریخته گری موم و سایر برنامه های قالب سازی استفاده کرد.
فرآیند پرینت Binder Jetting
-
SBJ
-
MBJ
Binder Jetting فرایند پرینت سه بعدی است که از انواع پرینتر سه بعدی به شمار می رود. این روش از دو نوع مواد برای ساخت اشیاء استفاده می کند،مواد پودری و عامل چسبندگی. نوع رایج Binder Jetting شن و ماسه اتصال جوش(SBJ) و جوشکاری اتصال دهنده فلزی(MBJ) است.
مواد: ماسه یا پودر فلز
ضد زنگ یا برنز،شن و ماسه تمام رنگ،سیلیس
دقت ابعادی: 2 0.2 میلیمتر (فلز) یا ± 0.3 میلیمتر (ماسه)
کاربردهای متداول: قطعات کاربردی فلزی،مدلهای تمام رنگ،ریخته گری ماسه
نقاط قوت: کم هزینه ؛ حجم ساخت زیاد،تولید قطعات کاربردی فلزی
نقاط ضعف: خواص مکانیکی آن به خوبی همجوشی بستر پودر فلزی
موسسه فناوری ماساچوست (MIT) اولین بار پرینت سه بعدی Binder Jetting را اختراع کرد. پرینت اجسام سه بعدی با وضوح بالا یا بسیار مقاوم با Binder Jetting امکان پذیر نیست،اما مزایای دیگری نیز وجود دارد. به عنوان مثال،این پرینترها به شما امکان می دهند قطعات را به صورت کامل چاپ کنید. برای انجام این کار،شما فقط رنگدانه های رنگی را به چسباننده اضافه می کنید،که معمولاً شامل رنگهای سیاه،سفید،فیروزه ای،زرد و سرخابی است.
SBJ
دستگاههای Sand Binder Jetting یا همان SBJ انواع ارزان قیمت فناوری پرینت سه بعدی برای تولید قطعات از شن و ماسه،مانند ماسه سنگ یا گچ هستند.برای مدلهای رنگی،اجسام با استفاده از پودر گچ یا PMMA همراه با عامل اتصال مایع ساخته می شوند. نازل ابتدا عامل اتصال دهنده را در حالی که یک نازل ثانویه رنگ آمیزی می کند،اجازه پرینت مدلهای تمام رنگی را می دهد.
پس از اینکه قطعات کاملاً سفت شدند،آنها را از پودر شل و بدون پیوند جدا کرده و تمیز می کنیم.
Binder Jetting همچنین می تواند برای ساخت اشیاء فلزی استفاده شود. تولید اشیاء فلزی با استفاده از Binder Jetting امکان تولید هندسه های پیچیده را بسیار فراتر از قابلیت های تکنیک های معمول توسعه می دهد
MBJ
دستگاه های Metal Binder Jetting یا همان MBJ مختص تولید اشیافلزی هستند، پودر فلز با استفاده از یک عامل اتصال پلیمر بسته می شود. نازل های پرینتر چسباننده را به شکل مایع شبیه به یک پرینتر جوهر افشان معمولی دو بعدی خارج می کند. پس از تکمیل هر لایه ، صفحه پرینت کمی پایین می آید تا لایه بعدی امکان پذیر شود.
این روند تا زمانی که جسم به ارتفاع مورد نیاز خود برسد،تکرار می شود. چهار ماده محبوب مورد استفاده در پرینت Binder Jetting عبارتند از:سرامیک،فلزات،شن،پلاستیک. این فناوری هنوز در حال پیشرفت است،بنابراین انتظار داشته باشید در آینده اتفاقات بزرگتری رخ دهد.
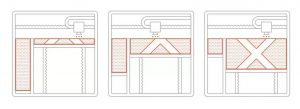
فرآیند پرینت Powder Bed Fusion (Metals)
-
DMLS
-
SLM
-
EBM
ترکیب پودری فلزی یک فرایند پرینت سه بعدی است که اجسام جامد را تولید می کند،با استفاده از یک منبع حرارتی باعث ایجاد همجوشی بین ذرات پودر فلز،به صورت لایه ای می شود.انواع فناوری Powder Bed Fusion (Metals) عبارتند از پخت مستقیم لیزر فلزی (DMLS) ،ذوب لیزری انتخابی (SLM) و ذوب پرتو الکترون (EBM) است.

مواد: پودر فلز
(آلومینیوم ، فولاد ضد زنگ ، تیتانیوم)
دقت ابعادی: ± 0.1 میلیمتر
کاربردهای متداول: قطعات فلزی کاربردی (هوافضا و خودرو) ،پزشکی،دندانپزشکی
نقاط قوت: قوی ترین قطعات کاربردی،هندسه های پیچیده
نقاط ضعف: اندازه کوچک،بالاترین قیمت بین تمام فناوری ها
پرینترهای SLM
SLM اولین بار در سال 1995 پدید آمد. این بخشی از یک پروژه تحقیقاتی آلمانی در موسسه Fraunhofer ILT بود که در غربی ترین شهره کشور واقع شده است هر دو پخت مستقیم لیزر فلزی (DMLS) و ذوب لیزری انتخابی (SLM) اشیایی را شبیه به SLS تولید می کنند. تفاوت اصلی این است که این نوع فناوری پرینت سه بعدی در تولید قطعات فلزی کاربرد دارد. DMLS پودر را ذوب نمی کند بلکه آن را تا حدی گرم می کند که بتواند در سطح مولکولی جوش بخورد.
SLM از لیزر برای دستیابی به ذوب کامل پودر فلز که یک قسمت همگن را تشکیل می دهد،استفاده می کند. این منجر به قطعه ای می شود که دارای یک دمای ذوب است.این تفاوت اصلی بین DMLS و SLM است. اولی قطعاتی را از آلیاژهای فلزی تولید می کند در حالی که دومی مواد تک عنصر مانند تیتانیوم را تشکیل می دهد.
قطعات DMLS/SLM به دلیل درجه حرارت بالا در معرض پیچ خوردگی قرار دارند. قطعات نیز معمولاً پس از پرینت،در حالی که هنوز به صفحه ساخت متصل هستند،حرارت داده می شوند تا هرگونه تنش در قطعات پس از پرینت برطرف شود.
SLM همچنین از پرتو لیزری با قدرت بالا برای تشکیل قطعات سه بعدی استفاده می کند. در طول فرایند پرینت،پرتو لیزر ذوب می شود و پودرهای فلزی مختلف را با هم ترکیب می کند. روش ساده ای که می توان به آن نگاه کرد این است که فرایند اصلی را به شرح زیر تجزیه کنید:
مواد پودری + حرارت + دقت + ساختار لایه ای = یک شی سه بعدی کامل.
صنعت هوافضا از پرینت سه بعدی SLM در برخی از پروژه های پیشگام خود استفاده می کند. اینها معمولاً مواردی هستند که روی قطعات دقیق،بادوام و سبک وزن تمرکز می کنند. اگرچه این یک فناوری پرهزینه است و به همین دلیل در بین کاربران خانگی،کاربردی یا محبوب نیست.
یک شرکت سوئدی به نام Arcam AB EBM® ، EBM را در سال 1997 تأسیس کرد. این یک فناوری پرینت سه بعدی مشابه SLM است. زیرا از تکنیک همجوشی بستر پودری استفاده می کند. تفاوت بین این دو منبع تغذیه است.
رویکرد SLM از لیزر پرقدرت در محفظه ای از گاز نجیب یا بی اثر استفاده می کند. از سوی دیگر EBM از یک پرتو الکترونی قوی در خلا استفاده می کند. گذشته از منبع تغذیه،فرآیندهای باقی مانده بین این دو کاملاً مشابه است.
کاربرد اصلی EBM پرینت سه بعدی قطعات فلزی است. ویژگی های اصلی،توانایی آن در دستیابی به هندسه های پیچیده با آزادی طراحی است. EBM همچنین قطعاتی را تولید می کند که در ترکیب خود فوق العاده قوی و متراکم هستند.
متمایز از سایر تکنیک های ترکیب پودری (EBM) از یک پرتو انرژی بالا یا الکترون ها برای ایجاد همجوشی بین ذرات پودر فلز استفاده می کند. یک پرتو الکترونی متمرکز روی یک لایه نازک پودر را اسکن می کند و باعث ذوب موضعی و انجماد در یک سطح مقطع خاص می شود. این مناطق برای ایجاد یک جسم جامد ساخته شده اند.
در مقایسه با انواع فناوری پرینت سه بعدی SLM ، DMLS و EBM به دلیل چگالی انرژی بالاتر،از سرعت ساخت بالایی برخوردار است. با این حال مواردی مانند حداقل اندازه،اندازه ذرات پودر،ضخامت لایه و سطح نهایی معمولاً بزرگتر هستند.
نکته قابل توجه این است که قطعات EBM در خلا ساخته می شوند و این فرایند تنها با مواد رسانا قابل استفاده است.